



想要更直观地了解钢材货源足质量好产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:淮安淮阴钢材货源足质量好的图文介绍
角钢槽钢工字钢无缝钢管不锈钢板赣达金属材料(淮安市淮阴区分公司)位于解放东路青山湖南大道金城国际钢材市场43栋20号。 我们专注于 工字钢生产和销售多年, 公司正以“开拓创新、追求卓越、行业争先、服务社会”为宗旨,始终把提高用户满意度作为我们不懈追求的目标,始终贯彻“诚信、务实、专业、创新”公司准则, 立足高端,放眼世界,使技术和产品水平达到 工字钢行业先进水平,在发展的道路上不断求索、创新。


淮安淮阴钢材进一步扩展就会成为疲劳裂纹,从而使零件疲劳强度下降。切削后表面层的硬化程度取决于金属在切削过程中强化、弱化和相变作用的综合结果。当切削过程中强烈变形起主导作用时,已表面就产生硬化;而当切削温度起主导作用时,往往引起工件表层硬度降低和相变。在中增大变形和摩擦都将加剧硬化现象,而较高的温度、较低的工件材料熔点则会减轻冷作硬化作用。残余应力对零件使用性能的影响残余应力是指在没有外力作用情况下零件内部为保持平衡而存留的应力。有混匀料场时,原的接受、储存环节放在料场进行,有时筛分熔剂、的准备环节也放在料场进行。是否设置热矿筛,应根据具体情况或试验结果、经比较技术经济指标后确定。机上冷却工艺不包括热矿破碎和热矿筛分环节。窑头罩是连接窑热端与流程中下道工序(如冷却机〉的中间体。燃烧器及燃烧所需空气经过窑头罩入窑。窑头罩内砌有耐火材料,在固定的窑头罩与回转的筒体之间有密封装置,称为窑头密封。窑尾罩是连接窑冷端与物料预设备以及烟气设备的中间体,其内砌有耐火材料。



淮安淮阴圆钢热切加热炉用途:1.用于钢球锻造生产中,针对直径大于120mm钢球而生产。淮安淮阴圆钢加热后热剪切成合格的短棒料,利用棒料余热锻造钢球。2.用于轴承套圈锻造的生产,淮安淮阴圆钢加热后连续下料,热剪切成合适长度的棒料,压力机拍、平冲孔后,进入碾环工序。3.一切二次加热的工件都可以考虑淮安淮阴圆钢热切加热炉。淮安淮阴圆钢热切加热炉由以下四部分组成:1、自动送料部分:储料平台、翻料机构和输送机构组成2、中频钢材加热炉加热部分:由500Kw中频加热炉组成,频率1500Hz,电容器组、感应器支架、水路以及感应器组成。其中感应器用于加热直径50-60mm、65--75mm、80--90mm淮安淮阴圆钢。3、下料冲床剪切设备:由下料冲床和下料组合模具组成4、控制部分:由测温仪、PLC控制系统、变频调速机构以及电气部分组成。


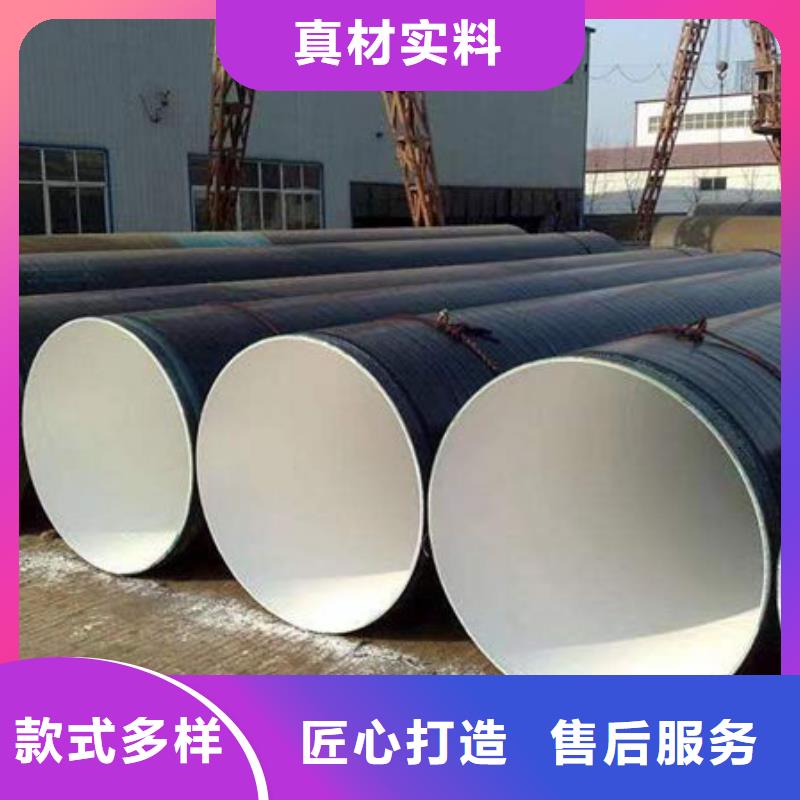
行业内大直径直缝钢管生产将采用T型焊接技术,即将淮安淮阴直缝管的短段拼接成满足工程要求的长度,大大增加直缝钢管T型焊接缺陷的概率。此外,T形焊缝处的焊接残余应力相对较大。焊缝金属往往产生一种应力作用,这增加了裂纹的可能性。和直缝钢材相比,螺旋钢管在强度上要有一定的优势。生产螺旋钢管的主要工艺就是埋弧焊。螺旋钢管可用于由相同宽度的坯料生产不同管径的焊管。也可用于由较窄的坯料生产较大管径的焊管。然而,与相同长度的淮安淮阴直缝管相比,焊缝管的长度增加了30~100%,因为以上的原因,螺旋钢管的生产速度很慢。因此,直缝焊接主要用于小直径焊管。而螺旋焊接主要用于大直径焊管。



淮安淮阴螺旋钢管是以带钢卷板为原料制成的螺旋缝钢管,经常在高温下挤压成型,采用自动双线双面埋弧焊工艺焊接而成。淮安淮阴螺旋钢管将带钢送入焊管机组,带钢由多个轧辊轧制并逐渐卷起形成带开口间隙的圆管坯,调整挤压轧辊的压下量进行焊接。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。 2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝钢材表面质量。 将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。淮安淮阴螺旋钢管钢材若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
