
想要探索研磨管、研磨管参数的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:河北研磨管、研磨管参数的图文介绍
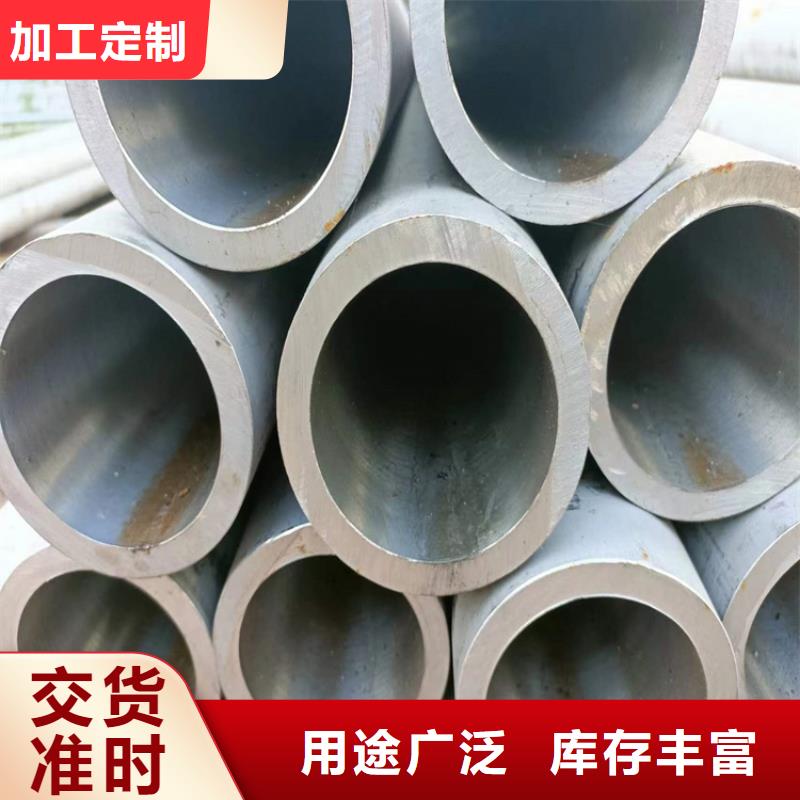
液压机械(河北省分公司)是【绗磨管加工厂】产品专业生产加工的厂家,拥有完整、科学的质量管理体系。液压机械(河北省分公司)的诚信、实力和【绗磨管加工厂】产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。


河北珩磨管油缸管绗磨管当液压油中含有水分时,会促使液压油形成乳化液,降低了液压油的润滑和防腐作用,加速导致管路内壁的磨损和腐蚀。当液压油中含有大量气泡时,在高压管路中气泡受到压缩,周围的油液便高速流向原来由气泡所占据的空间,引起强烈的液压冲击,在高压液体混合物冲击下,管路内壁受腐蚀而剥落。以上这些情况终都会使管路破裂而漏油。
此外,管路的外表面经常会沾上水分、油泥和尘土,如果保护层破坏,就很容易产生腐蚀,导致强度下降,直至从高温、高压、弯曲、扭曲严重处发生 油。]2 对策b] 液压管路虽然承受的压力高,工作环境恶劣,但是漏油故障是可以和避免的,在使用和维修中应采取以下措施。
2.1 认真检查管路质量,严禁使用不合格管路
在维修时,对新更换的管路,应认真检查生产的厂家、日期、批号、规定的使用寿命和有无缺陷,不符合规定的管路坚决不能使用。使用时,要经常检查管路是否有磨损、腐蚀现象;使用过程中橡胶软管一经发现严重龟裂、变硬或鼓泡现象,就应立即更换。滚压管



河北珩磨管油缸管绗磨管很多钢管的偏心都是这个时候产生的,所以严格控制这穿孔环节 十分重要。精轧钢管 冷拔钢管 由于穿孔的原因 也会产生偏心问题:任何破坏由轧辊、顶头、导板三者形成的变形区几何形状正确性的因素,都将使毛管壁厚不均加剧。(1)顶头。①顶头的形状设计,理想的顶头辗轧锥应与轧辊出口锥平行,如果按照传统的马特维也夫公式设计顶头,其顶头的辗轧锥与轧辊的出口锥是不平行的,金属在这样一个逐渐扩大的间隙内变形,势必造成管壁辗轧不充分而导致毛管壁厚不均,而且,随送进角的增大毛管壁厚不均更加严重;②由于顶杆的刚度不够,在穿孔过程中产生弯曲,使顶头不能保持对中位置,从而使穿出的毛管壁厚不均;(2)导板。①导板距过大,在穿孔过程中是依靠导板的限制作用来保持穿孔中心线的,导板距大,顶头在上下位置变化大,使顶头不稳定,导致毛管壁厚不均。②上、下导板的不均匀磨损也会加剧壁厚不均程度。(3)轧辊。
①轧辊中心线偏斜:在生产过程中,由于穿孔机两侧压下螺丝安装不正确,或由于螺纹和轴承磨损而使两辊间轴向发生水平偏斜,两个轧辊的送进角不一致使变形区发生畸变而导致壁厚不均。
滚压管



河北珩磨管油缸管绗磨管滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。
1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08μm左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形,硬度提高HV≥4°。
4、加工后有残余应力层,提高疲劳强度提高30%。
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。
1、无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。
2、绗磨管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。滚压管


河北珩磨管油缸管绗磨管为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。我公司本着不端创新和进步的理念,在不断加强各种缸筒的研究和创新的基础上,增加在液压机械等方面的发展,这无疑是给企业的发展带来了无穷的力量和希望!经过这些年的发展,不断的开发新产品来配合客户需求,使产品的各项优越性得到快速,产品被广泛应用于冶金、锻压、铸造、机床、矿山、起重、船舶、煤炭、运输、化工、科研、军工等工业领域。绗磨管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。绗磨管是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。滚压管


